¶ BambuLab X1-Carbon w/ AMS
¶ Technical Details
Website: https://bambulab.com/en-eu/x1 | https://eu.store.bambulab.com/en-at/products/x1-carbon-combo
Druckvolumen: 256x256x256mm
Nozzle Temperatur: max. 300°C
Druckbett Temperatur: max. 110°C
Im Space verfügbare Hotends:
- 0.2mm Edelstahl
- 0.4mm gehärteter Stahl
- 0.6mm gehärteter Stahl
- 0.8mm gehärteter Stahl
Im Space verfügbare Print Beds:
- Textured PEI
- Smooth PEI
- Galaxy Effect
- Starry Effect
- Carbon Fiber Effect
- Diamond Effect
¶ Preflight Checklist
- Nozzle Durchmesser wie gewünscht?
- gegebenenfalls tauschen
- AMS Filament Feuchtigkeit ok (≤15 %)?
- gegebenenfalls tauschen
- Monatliche Wartung fällig?
- gegebenenfalls durchführen
- Ausreichent Platz für Poop?
- gegebenenfalls ausleeren
Liste als .pdf und .docx zum Aushängen beim Drucker (DIN A6 Landscape).
¶ Einschulung
Der X1-C darf ausschließlich von Mitgliedern und nur nach erfolgter Einschulung verwendet werden.
Die folgenden Inhalte sind Teil der X1-C Einschulung:
- Monatliche Wartungstätigkeiten
- Tausch Hotend
- Reinigung & Tausch Druckbett
- Reinigung Drucker
- Materialkunde
- Tausch Filament in AMS & Betrieb externes Filament
- Bambu Studio
- Testdruck
- Druck Abnehmen
- Abrechnung
¶ Tausch Hotend (1-5 Minuten)
Ausbau:
- Sicherstellen, dass das Hotend maximal 30°C hat
- Drucker abdrehen
- Filament in Extruder-Baugruppe mittels seitlichem Hebel abschneiden
- Aufklappen der magnetischen Druckkopfabdeckung
- 2-Pin Stecker des Heizelements (groß), 4-Pin Stecker des Hotendlüfters, sowie 2-Pin Stecker des Thermistors (klein) vorsichtig abziehen
- Zwei Schrauben am Hotend mittels H2 Innensechskant (aka. Inbus) entfernen
- Kabel aus Kabelclip ausfedeln und Hotend entfernen
Einbau:
- Hotend einsetzen - auf Schraubenlöcher achten
- H2 Innensechskantschrauben einsetzen und festziehen (nicht überdrehen!)
- 2-Pin Stecker des Heizelements (groß), 4-Pin Stecker des Hotendlüfters, sowie 2-Pin Stecker des Thermistors (klein) anstecken
- Kabel durch Kabelclip fedeln (Empfehlung: Kabel 2-Pin klein zuerst einfädeln)
- Magnetabdeckung aufsetzen
- Drucker aufdrehen
- In den Einstellungen unter Wartung die Parameter (Material & Durchmesser) der neuen Düse einstellen.
¶ Reinigung & Tausch Druckbett (1-5 Minuten)
Die Druckbetten sind magnetisch und biegsam. Korrektes Ausrichten am Heizbett ist mittels abgerundeter Marker an beiden hinteren Ecken des Heizbetts erleichtert. Druckbetten haben im Regelfall zwei verwendbare Seiten.
Bei leichten Haftungsproblemen kann das Druckbett mit IPA (Isoprop) abgewischt werden. Dies verteilt Fettrückstände gleichmäßig über das Druckbett, wodurch punktuelle Haftungsprobleme gemindert / verteilt werden. Bei gröberen Verunreinigungen / Haftungsproblemen kann das Druckbett mit Spülmittel (ohne pflegenden Inhaltsstoffen!) unter fließendem Wasser gereinigt und anschließend abgetrocknet werden.
Bei unerwünschten Kleberückstenden von Glue Stick oder Liquid Glue ist Waschen mit Spülmittel ebenfalls empfohlen.
¶ Reinigung Drucker (1-5 Minuten)
Am Boden des Druckraums (unter dem Druckbett) sammeln sich Filamentreste an. Diese können sich in den Lead Screws verfangen und bei hohen Druckstücken das Druckbett behindern. Zum Entfernen der Filemantreste das Druckbett nach oben fahren und händisch die Reste entfernen.
Der Nozzle-Wiper ist vor jedem Druck auf Sauberkeit und Freigängigkeit zu prüfen. Bei offensichtlicher Beschädigung ist er zu tauschen.
¶ Materialkunde (1-5 Minuten)
Abhängig vom verwendeten Material sind nicht nur Druckparameter, sondern auch die Auswahl des Druckbetts sowie Position des Deckels des Druckers auszuwählen. BambuLab stellt hierfür einen ausführlichen Guide zur Verfügung: BambuLab Filament Guide.
Für den offiziellen Filament Guide ist anzumerken, dass die Smooth Plate dort aus Legacy-Gründen noch als High Temperature Plate geführt wird. Weiters ist darauf zu achten, dass die 3D Effekt Sheets ausschließlich für PLA sowie TPU geeignet sind und keinesfalls in Verbindung mit Glue verwendet werden dürfen. Für die 3D Effekt Sheets ist auch die Flow Kalibrierung beim Start von Drucken sowie die Erkennung der Druckplattenposition zu deaktivieren (im Menü des Druckers unter "Settings -> Print Options -> Enable the detection of build plate position").
Beim Drucker liegt ein ausgedruckter / laminierter Filament Guide, gekürzt auf wesentliche Informationen, auf. Die entsprechenden Datein sind:
¶ Filament Wechseln (1-5 Minuten)
Geladenes Filament kann über das Menü im Drucker entladen werden. Dies kann einige Minuten in Anspruch nehmen, da der Vorgang den Extruder auf Temperatur bringen muss. Dies gilt sowohl für Filament im AMS, als auch für extern angeschlossene Rollen.
Extern geladenes Filament (bspw. direkt über die Drybox oder über einen Spulenhalter) kann nicht gemeinsam mit Filament im AMS verwendet werden.
Um eine Rolle aus dem AMS zu entfernen, kann der hellgraue Ring im AMS durch den das Filament durchgeführt wird richtung Rolle gedrückt werden. Es kann sein, dass das Getriebe im AMS nicht in den Leerlauf schaltet, was durch erhöhten Widerstand bemerkbar ist. Sollte dies der Fall sein, kann die entsprechende Rolle im AMS leicht nach vorne und hinten gedrückt werden, wodurch sich ein eventuell hängengebliebenes Zahnrad lockern sollte.
Um eine Rolle in das AMS zu laden, die Rolle einsetzen, den hellgrauen Ring in richtung Rolle drücken, und das Filament durchführen. Ab einem gewissen Punkt sollte das AMS beginnen am Filament zu ziehen.
Um eine externe Rolle zu laden ist der Ladevorgang im Menü des Druckers zu starten. Anschließend kann das Filament über den seltlichen PTFE Schlauch eingeschoben werden, bis der Drucker beginnt am Filament zu ziehen.
Bei BambuLab Rollen mit RFID Tag erkennen AMS und X1-C Material und Farbe vom Filament. Für 3rd-Party Rollen, Rollen ohne RFID Tag, oder Rollen außerhalb des AMS ist das entsprechende Material (und optional die Farbe) im Menü des Druckers auszuwählen.
¶ BambuStudio (5-10 Minuten)
BambuStudio ist als Fork vom Prusa Slicer diesem in vielen Punkte sehr ähnlich. Zu beachten sind die Aufteilung der einzelnen Arbeitsschritte in verschiedene Tabs im Fenster:
- Home: Ggf. auswählen von 3D Modellen aus Makerworld (Thingiverse/Printables von BambuLab)
- Prepare: Slicer-Konfiguration und Slicing
- Preview: Post-Slicing Ansicht
- Device: Ansicht während dem Druck (inkl. Kamera-Feed)
Die Einstellungen in BambuStudio sind großteils analog zu den bekannten Einstellungen aus Slic3r/PrusaSlicer. Speziell erwähnenswert sind:
- Infill Patterns: BambuStudio wählt häufig "Grid" als default Infill Pattern aus. Dieses ist nicht empfehlenswert, da sich Linien kreuzen, wodurch die Nozzle in Material fährt und ggf. verrutscht bzw. sich sogar verbiegen kann.
- Print Bed: Bei Verwendung der 3D Effekt Platten ist die Smooth Plate als Profil auszuwählen.
- Filament Sync: Mittels Knopfdruck können die aktuell im AMS geladenen Filamente in BambuStudio synchronisiert werden.
- Ironing: Ironing beschreibt ein wiederholtes Drucken auf selber Höhe wie der letzte Layer mit minimaler Extrusion und dient dem Glätten der Oberfläche. Dies kann in BambuStudio im Advanced-Modus unter Quality aktiviert werden. Details zu Ironing findest du hier.
- Wall Generator: Alternativ zum standardmäßigen Wall Generator unterstützt BambuStudio den Arachne Modus. Dieser ist von Vorteil bei dünnen Wänden wie bspw. bei Schriften vorzufinden. Arachne kann jedoch auch zu Bleeding und mehreren Seams pro Outline führen. Details zu den Wall Generators findest du hier.
¶ Testdruck (15-30 Minuten)
Als Testdruck bietet sich ein SegVault Bottleclip an. Je nach Material und Nozzlediameter dauert der Druck (Druckzeit + Bambu-Dance) zwischen 15 und 20 Minuten.
¶ Druck Abnehmen (1-5 Minuten)
BambuLab empfiehlt zur Förderung der Langlebigkeit der Druckbetten sowie zur einfacheren Abnahme von Druckstücken zu warten, bis die Temperatur des Druckbetts auf höchstens 35°C abgefallen ist.
Nach dem Druckstück sind auch Calibration-/Purgelines sowie Poop aus dem Poop Chute zu entfernen. Wurde Glue Stick / Liquid Glue verwendet, ist das Druckbett mit Spülmittel unter fließendem Wasser abzuwaschen und anschließend abzutrocknen.
¶ Abrechnung (1-5 Minuten)
Um den Endpreis eines Drucks zu ermitteln, ist das Druckstück inklusive Poop aus dem Poop Chute abzuwägen und gemäß Filamentpreistabelle der Preis zu ermitteln.
¶ Eingeschulte Personen
| Name | Datum | Eingeschult von |
|---|---|---|
| xoh | 09.07.2024 | xoh |
| Cahira | 09.07.2024 | xoh |
| Selina | 09.07.2024 | xoh |
| hoga | 09.07.2024 | xoh |
| zeik0s | 09.07.2024 | xoh |
| cryptoflow | 09.07.2024 | xoh |
| Grundy | 09.07.2024 | xoh |
| Roli68 | 09.07.2024 | xoh |
| Stoanacha | 06.08.2024 | xoh |
| oe3mtb | 06.08.2024 | xoh |
| mxe | 12.11.2024 | xoh |
| Mr.Mopok | 12.11.2024 | xoh |
| jo | 12.11.2024 | xoh |
| kuaaro | 12.11.2024 | xoh |
| ingwer17 | 26.01.2025 | xoh |
| flocom | 26.01.2025 | xoh |
¶ Wartung
Diverse Wartungstätigkeiten sind in unterschiedlichen Intervallen durchzuführen. Nach Durchführung von Wartungsarbeiten ist das Wartungsprotokoll auszufüllen.
Die monatlich durchzuführenden Wartungsschritte belaufen sich auf circa 10-15 Minuten Zeitaufwand und können problemlos von jeder eingeschulten Person durchgeführt werden.
Die quartalsweise sowie jährlich durchzuführenden Wartungsarbeiten sind komplexer und mit gesamt 45-120 Minuten wesentlich zeitaufwändiger.
¶ Monatlich
¶ Reinigung Innenraum (1-5 Minuten)
Die großen Flächen im Innenraum mit IPA abwischen, um Filament-Ablagerungen (Ausdünstungen) zu entfernen.
¶ Reinigung Carbon X-Achse (1-5 Minuten)
Carbon Gleitstangen der X-Achse (rechts <-> links) mit IPA reinigen. Druckkopf dazu vollständig nach links verschieben, Achse reinigen, Druckkopf vollständig nach rechts verschieben, Achse reinigen.
Carbon X-Achse (rechts <-> links) nie schmieren!
Sollten die Carbon Achsen beschädigt sein, kann das Assembly der X-Achse um circa €100,-- einzeln bestellt werden: X-Axis Carbon Rods Assembly
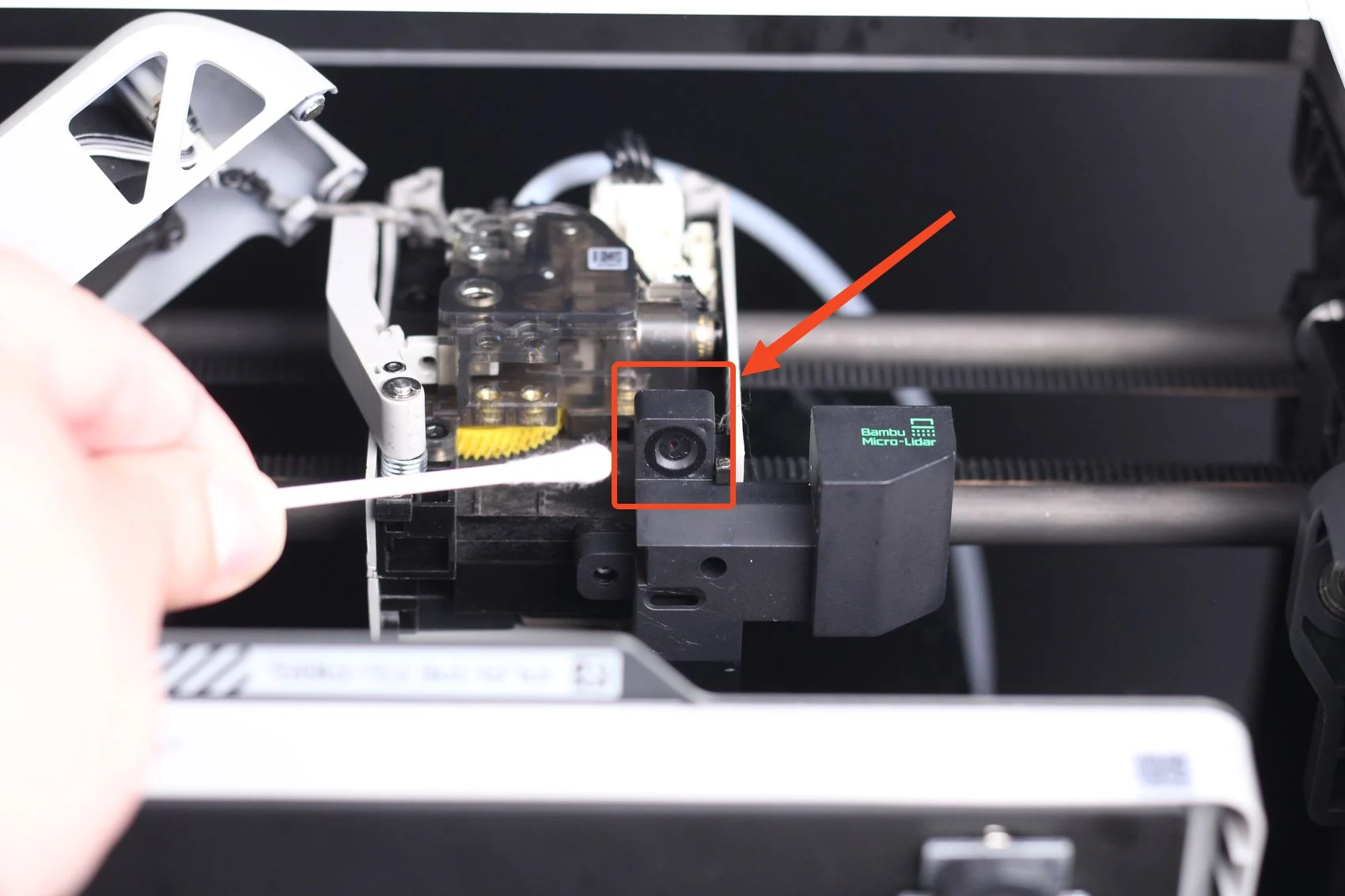
¶ LIDAR Sensor Reinigen (1-5 Minuten)
Eine Fehlermeldung weist auf Unregelmäßigkeiten mit LIDAR hin, sobald abnormale Lichtverhältnisse erkannt werden. Bei häufigen ABS-Drucken kann dies häufig vorkommen.
Zur Reinigung ein Wattestäbchen mit IPA befeuchten und die Linse im Extruder reinigen.
LIDAR-Abdeckung und Sensor sind separat für circa €15 bzw. circa €65 bestellbar:
¶ Innenraumkamera Reinigen (1-5 Minuten)
Zur Reinigung ein Wattestäbchen mit IPA befeuchten und die Kamrealinse reinigen.

Die Innenraumkamera ist für circa €55 einzeln bestellbar: Chamber Camera - X1 Series
¶ Silikagel Tauschen (1-5 Minuten)
Silikagel im AMS (in den Behältern zwischen sowie hinter den Spulen - gesamt 7 gefüllte Behälter) ist auf Effektivität zu Prüfen (mittels Hygrometer in mittlerem Behälter) und bei überschreiten einer Luftfeuchtigkeit von 15% auszutauschen.
Beim Entfernen der Silikagel-Einsätze darauf achten, dass die Einsätze geschlossen bleiben, sonst darf man viele Kugerl einzeln aus dem AMS pflücken. 0/10 - would not recommend.
Zum Entfernen der Silikagel-Einsätze hinter den Spulen hat sich ein iFixit-Spudger bewährt.
Hierzu das verbrauchte Silikagel in den Behälter "Silikagel verbraucht" leeren und durch frisches aus dem Behälter "Silikagel recycled" ersetzen. Sollte nicht mehr ausreichend recycletes Silikagel vorhanden sein, ist das verbrauchte Silikagel zu erneuern.
¶ Quartalsweise
¶ Y-Achse und Z-Achse Reinigen & Schmieren (5-15 Minuten)
Y-Achse (vorne <-> hinten) und Z-Achse (oben <-> unten) Gleitstangen mit IPA reinigen und anschließend mit Super Lube 52004 benetzen.
¶ Z Lead Screws Reinigen & Schmieren (15-30 Minuten)
Alle drei Z Lead Screws vollständig mit IPA reinigen. Das Druckbett hierzu mehrfach verschieben.
Sobald Verschmutzungen und Schmiermittel vollständig von den Lead Screws entfernt wurden, mit Super Lube 92003 schmieren, Bett vollständig auf- und abbewegen, und Überschuss entfernen.
¶ Inspektion XYZ Zahnriemen (1-5 Minuten)
Zahnriemen der X-, Y- und Z-Achsen visuell auf Beschädigungen prüfen. Spezielles Augenmerk auf fehlende Zähne oder brüchige Stellen.
Die Zahnriemen sind für X- und Y-Achse im Set für circa €15, und für Z-Achse für circa €10 separat bestellbar:
¶ Lüfter Reinigen (5-15 Minuten)
Gehäuselüfter, Hotendlüfter, und Bauteillüfter auf Verunreinigungen prüfen. Gegebenenfalls mit Druckluft ausblasen.
Lüfter festhalten um Lagerschäden zu vermeiden!
Der Gehäuselüfter und der Hotendlüfter sind separat für circa €35 bzw. circa €15 einzeln bestellbar. Der Bauteillüfter kann gemeinsam mit der vorderen Abdeckung des Druckkopf für circa €25 bestellt werden.
¶ Rekalibierung (5-15 Minuten)
Nach diversen Wartungstätigkeiten bzw. mindestens 1x pro Quartal sollte eine vollständige Rekalibrierung durchgeführt werden.
Eine Rekalibirierung wird gestartet über den Touchscreen mittels:
- Controls -> Utilities -> Calibrate
Sämtliche Schritte (Bed Levelling, LIDAR Calibration, Noise Cancelling) sind auszuwählen.
¶ Jährlich
¶ PTFE Schläuche Erneuern (30-45 Minuten)
Speziell bei Verwendung von abrasifen Filamenten (CG/GF) aber auch nach mehreren Rollen normaler Filamente, nutzen sich die PTFE Schläuche innerlich ab.
Insgesamt sind 7 PTFE Schläuche auszutauschen.
- 1 Schlauch im X1-C, befestigt am Extruder (tauschbar in 1-5 Minuten, 550mm Schlauchlänge)
- 4 Schläuche im AMS (15-30 Minuten, 2x 195mm & 2x 230mm Schlauchlänge)
- 1 Schlauch zwischen AMS und Filament Buffer an der Rückseite vom X1-C (1-5 Minuten, 550mm Schlauchlänge)
- 1 Schlauch zwischen Filament Buffer und X1-C Kupplung (1-5 Minuten, 370mm Schlauchlänge)
Ein Set bestehend aus 1x 370mm und 2x 550mm PTFE Schläuchen für die Strecke zwischen Druckkopf und AMS kann für circa €5 bestellt werden. Ein Set bestehend aus 2x 195mm und 2x 230mm PTFE Schläuchen für das AMS kann für circa €5 bestellt werden. Ein 4m langer Schlauch zum selbst zuschneiden kann für circa €10 bestellt werden.
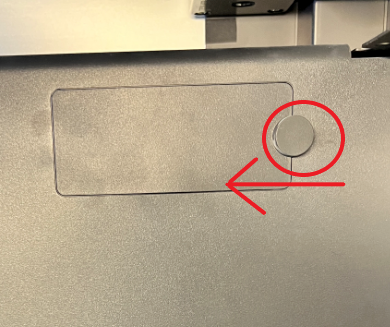
¶ Aktivkohlefilter Erneuern (1-5 Minuten)
Der Aktivkohlefilter befindet sich hinter einem Deckel im Innenraum und kann einfach durch Herausziehen entfernt werden.
Der Aktivkohlefilter kann für circa €10 pro Stück bestellt werden: Bambu Activated Carbon Air Filter
¶ Grundreinigung Innenraum (30-45 Minuten)
Jährlich sollte der gesamte Innenraum gründlich gereinigt werden. Dies inkludiert eine gewöhnliche Innenreinigung (IPA & Staubsauger) des Druckraums. Zusätzlich ist die hintere Abdeckung des Druckers abzunehmen um den Leerraum hinter dem Druckraum zu reinigen.
¶ Bei Bedarf
¶ Filament Cutter Tauschen (5-15 Minuten)
Abhängig von den verwendeten Filament-Typen kann der Filament-Cutter verbogen oder stumpf werden. Probleme mit Entladen von Filament mittels AMS können durch einen stumpfen Filament-Cutter entstehen. Bei Verwendung sehr abrasiver Filamente (CF/GF), kann der Cutter bereits nach 1-2 Rollen stumpf sein.
Um den Filament-Cutter zu tauschen, die Schraube am Hebel des Cutters hinter dem Extruder-Deckel lösen um anschließend die Klinge auszuwechseln und die Schraube wieder festzuzuiehen.
Ein Set von drei Ersatzklingen kann für circa €5 bestellt werden: Replacement Filament Cutter
¶ Extruder-Baugruppe Reinigen (15-30 Minuten)
Bei verschiedenen Druckproblemen in Zusammenhang mit Extrusion (inkonsistente Druckqualität, Over-/Underextrusion, Clogs, ...) sowie bei visuell erkennbaren verschmutzungen auf dem gelben Extruder-Zahnrad, sollte die Extruder-Baugruppe gereinigt werden.

Detaillierte Reinigungsanleitung
Ersatz Extruder Zahnräder können für circa €25 bestellt werden. Der gesamte Extruder kann für circa €50 bestellt werden.
¶ Zahnriemen Spannrollen Schmieren (1-5 Minuten)
Sofern bei Bewegungen in der X-/Y-Achse Quietschgeräusche auftreten, können die rückseitigen Spannrollen der Rahnriemen mit Super Lube 52004 geölt werden. Die Zahnriemen selbst sind frei von Schmiermittel zu halten.
Die Spannrollen können samt Halterung für circa €10 pro Stück bestellt werden: XY Belt Tensioner with Pulley
¶ Austausch Nozzle-Wiper (1-5 Minuten)
Sollte der Nozzle-Wiper beschädigt sein (PTFE abgenutzt), ist dieser auszutauschen. Hierfür den Deckel entfernen, Druckkopf zur Seite bewegen, und den Wiper austauschen.
Ein Set von drei Ersatz-Wiper kann für circa €5 bestellt werden: Nozzle Wiper
¶ Silikagel Erneuern (15-180 Minuten)
Silikagel kann im Backrohr oder in der Mikrowelle regeneriert werden.
Zum Regenerieren im Backrohr, das Silikagel flach in einen ofenfesten Behälter geben, und bei ~100-110°C trocknen. Dies kann je nach Schichtdicke im Behälter zwischen 30 Minuten und 3 Stunden dauern. Erkennen kann man den Erfolg des Regenerierens durch Veränderung der Farbe, sowie durch Gewichtsabnahme von ~20%.
Schneller, jedoch gefährlicher für das Produkt, kann Silikagel in der Mikrowelle regeneriert werden. Hier ist auf eine besonders dünne Schichtdicke zu achten. Diese ist in mehreren Durchgängen bei niedriger Wattzahl unter Wenden zu trocknen. Zu hohe Leistung kann zu Zerstören der Indikatorfarbe oder Zerplatzen der Silikagelkugeln führen. Auch hier kann der Erfolg des Regenerierens durch Veränderung der Farbe sowie durch Gewichtsabnahme um ~20% erkannt werden.
Nach erfolgreichem Regenerieren, kann das erneuerte Silikagel, sobald es abekühlt ist, in den Behälter "Silikagel recycled" gefüllt werden.
¶ Wartungsprotokoll
Das Wartungsprotokoll ist hier als PDF bzw. XLSX verfügbar und bei Bedarf zu erneuern. Ein gefülltes Wartungsprotokoll ist im Vorstandspostkasten zu deponieren.
Wartungsprotokoll BambuLab X1-C.pdf
Wartungsprotokoll BambuLab X1-C.xlsx
¶ Crowdfunding
Eckdaten zum Crowdfunding:
- Crowdfunding-Ende: 04.06.2024
- Space-Beteiligung:
MIN(50%, 500€), je nach Stretch-Goal - Backer-Reward: 50ct Druckguthaben pro 1€ Spende (≙ 5g Filament pro €)
BambuLab Sale reduzierte Gesamtpreis aller Stretch Goals kombiniert auf: €1.529,50
Bestellwert bisher (abhängig von Lagerständen): €1.519,48
Nicht bestellt weil momentan nicht im Store vorrätig (€26,22):
¶ Goals
¶ ✅ Funding Goal - €765
BambuLab P1S 3D Drucker
- 256x256x256mm
- 300°C maximale Hotend-Temperatur
- 100°C maximale Druckbett-Temperatur
- 20m/s² Beschleunigung
- 500mm/s Geschwindigkeit
- 32mm³/s Flowspeed
- 1280x720 0.5fps Kamera
- Gehäuse aus Kunststoff und Glas
¶ ✅ Stretch Goal "Durability & Longevity Upgrade" - €800
Antivibrationsfüße
Extrudergetriebe aus gehärtetem Stahl (statt Edelstahl)
¶ ✅ Stretch Goal "Breitere Filamentauswahl" - €850
0.4mm Nozzle aus gehärtetem Stahl für abrasivere Materialien
High-Temperature & Engineering-Material Druckbett
¶ ✅ Stretch Goal "MMU that works™ - €1.100
AMS / Automatic Material System (4 Filamentspulen)
Zusätzlicher externer Filamentanschluss
¶ ✅ Stretch Goal "Nozzle & Druckbett Extravaganza" - €1.200
0.6mm Nozzle aus gehärtetem Stahl
0.8mm Nozzle aus gehärtetem Stahl
Smooth PEI Druckbett
¶ ✅ Stretch Goal "BambuLab X1-C statt P1S" - €1.700
BambuLab X1-C statt P1S
- 256x256x256mm
- 300°C maximale Hotend-Temperatur
- 110°C maximale Druckbett-Temperatur
- 20m/s² Beschleunigung
- 500mm/s Geschwindigkeit
- 32mm³/s Flowspeed
- AI-basierte *hust* Erkennung von Fehlern im ersten Layer
- Spaghetti-Erkennung
- 1920x1080 Kamera
- Gehäuse aus Metall und Glas
¶ Funding Status
| Milestone | Target | Progress |
|---|---|---|
| Funding Goal | €765 | 100% |
| D&L Upgrade | €800 | 100% |
| Materials | €850 | 100% |
| AMS | €1.100 | 100% |
| Nozzles & Beds | €1.200 | 100% |
| X1-C | €1.700* | 98% |
* reduced by sale to €1.529,50
¶ Backers
Wenn du dich beim Crowdfunding beteiligen willst, schreib' dich einfach in die Liste. Die obigen Statistiken werden regelmäßig manuell aktualisiert - du musst lediglich hier eine Zeile hinzufügen, und schon bist du dabei!
| Name | Contribution | Druckguthaben | Restguthaben | Zahlung verbucht? |
|---|---|---|---|---|
| SegVault | €500,-- | n/a | n/a | |
| xoh & cahira | €130,-- | €38,-- | ja | |
| ymk | €50,-- | €25,-- | €13,50 | ja |
| /)/) | €100,-- | €50,-- | ja | |
| zwarag | €100,-- | €50,-- | €0 | ja |
| flocom | €100,-- | €50,-- | €0 | ja |
| Selina | €100,-- | €50,-- | €38,00 | ja |
| zeik0s | €200,-- | €100,-- | € 90,24 | ja |
| ingwer17 | €100,-- | €50,-- | ja | |
| cryptoflow | €50,-- | €25,-- | €16,6 | ja |
| chrisi&grundy | €100,-- | €50,-- | ja | |
| total | €1.530,-- | n/a | €1.030/€1.030 (100%) |